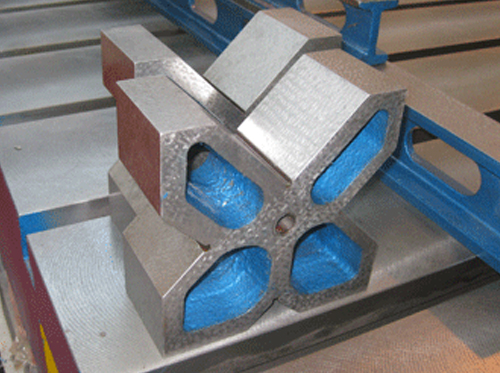
铸铁平台的总类很多:划线平台,检验平台,铆焊平台,电机试验平台,机床工作台,测量平台,检测平台,钳工平台,铸铁工作台,装配平台,镗铣床工作台,落地镗床工作台,T型槽平台,铸铁圆平台,地轨平台,铁地板,基础平板,划线平板,检验平板,铆焊平板,焊接平板,火工平板,钳工平板,研磨平板,刮研平板,压沙平板,试验平板,机床工作台,三座标平板,模具垫板,拼装平板,装配平板,T型槽平板。
但其它的材质都是高强度铸铁HT200-300,工作面硬度:HB170-240,精度按 标准计量检定规程执行,依次分别为0,1,2,3级四个级别。经过两次处理(人工退火600度----700度或自然时效2---3年),使该产品的精度稳定,耐磨性能好。
铸铁平台的用途很广泛各种检验工作,精密测量用的基准平面,用于机床机械测量基准,检查零件的尺寸精度或形位偏差,并作精密划线。在机械制造中也是不可缺少的基本工具。
但对他的精度要求特别高,工作表面不应有砂孔、气孔、裂纹、夹渣及缩松等铸造缺陷。各种铸造表面应 型砂、且表面平整,涂漆牢固。
但对他的精度要求特别高,工作表面不应有砂孔、气孔、裂纹、夹渣及缩松等铸造缺陷。各种铸造表面应 型砂、且表面平整,涂漆牢固。各棱边应修钝。铸铁平台在精度等级低于”00″级的平台工作面上,对于直径小于15mm的砂孔允许用相同的材料堵塞,其硬度应低于周围材料的硬度。在工作面上堵塞的部位应不多于四处,其相互之间的距离应不小于80mm。
所以在使用时 要注意以下几种:
1)、保持平面度的平行。将平板支承点垫好、垫平,保证每个支撑点受力均匀,保证整个平板平稳。
2)、保养平面度。使用时要轻拿轻放工件,不要在平板上挪动比较粗糙的工件,以免对铸铁平板工作面造成磕碰、划伤等损坏。
3)、预防平台平面变形。使用完毕后,要将工件从铸铁平板上拿下来,避免工件长时间对铸铁平板重压造成铸铁平板的变形。
4)、注重外包装。木质包装适于平板内陆运输,并有良好的防潮、防震、防锈和防野蛮装卸等保护平板的措施,以确保 运抵现场。
铸铁平台是个精度 的检测量具,所以我们要正确使用。
铸铁平台的基面变换的基本原理是使被测平面上各点高度相对于旋转后的基准平面的数值符合 小条件判别准则的要求,通过基准平面适当的平移,旋转.获取 小条件原则的平面度误差值。基面变换中,评定基面位置不时地改变,被测面各点高度也随之改变,当各点高度分布状态符合 小条件时,可以找到评定基面方位,确定平面度误差值。这就是基面变换所要达到目标。
被测平面的平面度误差是相对理想平面确定的,测量时所依据的理想的平面称为“测量基准”而据以评定平面度误差的理想平面称为“评定基准”,两者一般不重合。而符合 小条件的评定基准只能在测量后可确定其方位,只有找到这个方位才可求得平面度误差值。
铸铁平台基面变换遵循的原则:
1、数据增减规律
基面变换以原始数据数值的增减,来体现基准平面的平移或旋转。
(1)平面度误差是按 高点与 低点之间的差值来计算的,因此基面平移时对评定结果没有影响,即可以在测量数据上同加或同减某一数值。
(2)由于测量方向始终垂直于测量基准,基面变换后,理想平面或被测表面绕某一轴旋转时,旋转轴两侧各点高度数值的增减量与各点到旋转轴的距离成正比。
2、测量方向不变
基面变换后,虽然基准平面的位置改变了,但被测平面上各点高度的测量方向仍垂直于测量基准,不随评定基准的旋转而改变。这是因为测量基准和评定面之间的夹角很小,由此产生的方法误差属二次误差,可忽略不计。
铸铁检验平台的详细技术知识:
1、应采用 细颗料的灰口铸铁或合金铸铁制造。
2、铸铁平板工作面的硬度应为HB170-240。
3、应经过稳定性处理和去磁。
4、铸铁平板工作表面不应有砂孔、气孔、裂纹、夹渣及缩松等铸造缺陷。铸铁平板工作表面不应有锈迹、划痕、碰伤及其它影响使用的外观缺陷。
5、平台工作面应采用刮削工艺,对于“3”级平板工作面也可以采用刨削工艺,刨削工作表面的表面粗糙度按轮廓算术平均偏差Ra值应不大于5um
6、根据用户要求,在板工作面上设置螺纹孔或沟槽后,这些部位不应出现高于工作面的凸起现象。
7、铸铁平板相对两个侧面上,应设置有安装手柄、吊环等吊装设施的螺纹孔或圆柱孔。设计吊装位置时应考虑尽量减少因吊装而引起的变动。