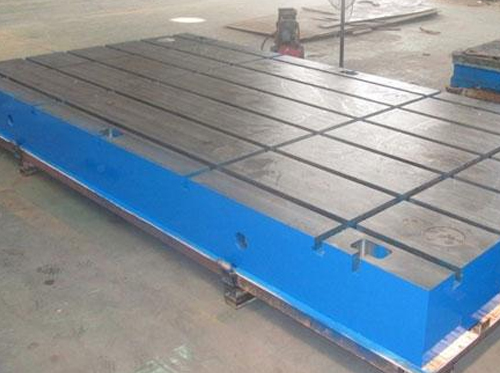
铸铁平板应先调整好再使用,铸铁平板的调整主要是选择平板的支撑点,铸铁平板的支撑点分主支撑点和辅助支撑点:
什么是主支点、辅助支点呢?主支点是指铸铁平板在加工、检定和使用中与安装基面或支架接触时,用作主要支承的部分。此时的支承力系是静止状态。辅助支点是指平板在使用时,为了防止承载重心的偏移而发生倾覆或因负载过大而产生的变形所增设的支点。辅助支点上的支力应小于主支点上的支力。铸铁平板主支点、辅助支点的设置是影响平板准确度保持性的重要因素。为了铸铁平板的加工、检定、验收和使用时工作面准确度的一致性而设置主支点,这将克服当前1000mm×750mm以上铸铁平板检定和使用出现平面度误差值不一致问题。对于大铸铁平板,由于承受过大载荷,可能发生倾斜翻倒。为了增加平板刚性,防止平板因重心偏移发生倾覆,防止因负载过大产生变形而设置辅助支点,有助于平板使用精度。由于岩石平板不具备加强筋,设置主支点和辅助支点以平板具有小的变形。
支撑点的设置根据平板的大小或承重以及平板本身的设计结构,一般小型平板设有三个支撑点,支撑点位置为纵向的两端,其中一段是两个,另一端是横向的中间,这样设置支撑点既了平板的稳定性,又方便用户调整,铸铁平板尺寸超过2000MM的就得再加上支撑点,大型平板一般设计为1000MM空间一个支撑点。在平板生产、检定、使用时由于支架变形或其他原因,将使平板主要支承点位置有变化的可能。在调整铸铁平板支撑点时一般是先采取一条线支撑三个点,就是大型平板在调整中也先支好三个主支撑点,其余支撑点为辅助支撑点,可以再铸铁平板基本稳定后进行微调。
铸铁平台(铸铁平板)压砂的注意事项:
1、开始研磨时,用小力量推拉,以防把两板间的油和砂子挤出。推拉上板的运动轨迹呈“8”字运动,尽量把平台间的油赶匀,手感两手的推拉力应该一样。当比较润滑时,这时应增加旋转推拉上板的速度,一个行程大约4~5秒钟,行程距离应超过平台尺寸的一半,摆幅增大。随着时间的推移,两台间的吸引力逐渐加大,并且均匀。
2、如果吸引力没有显著增加时,这时可以在推拉过程中,让上板探出下板,加力压探出的部位,边加力,边推拉上板,这样反复几次,就可以挤出一些油,来增加板间的吸引力。这种方法尽量不采用,在研磨开始的时候,用这种方法可以挤出一些油,以后随着切屑的增加,油的浓度增大,就不易挤出油了。如果还不行,就需要马上停止研磨,重新上油研磨。在研磨过程中,还要经常注意使研磨平板上各处都均匀的磨耗。听研磨砂子的声音,是否随上板的移动而发出“沙沙”的金属声音,不能有停顿或异样的声音;看板面间的油迹是否均匀。推拉平台时始终呈“8”字运行。
3、在拉铸铁平台时,两手用力 要均匀,速度 要稳定,走几个行程要转动平板90°。在转动平板和接“8”字运动时, 要衔接,平稳过度,尽量不要有停顿。推拉的速度随着平板间的吸引力的增大而减少。
4、当铸铁平板运动时,砂子本身做移动和滚动,它一边切削铸铁平台,一边被平台嵌入,一边又被别的砂子挤出,互相挤压。直到砂子整体的一半或一半以上嵌入平板,砂子才会牢固。这些牢固的沙子就是我们修理量块用的。其它砂子大部分是浮砂,不稳固,用油一擦就掉,或用不了几次就会松动而掉。当推拉力达到500N左右时,砂子嵌入的比较牢固,就可以完成压砂。
5、前两次压砂所达到的推拉力和所用油量一样,后四次压砂滴入7~8滴混合油,推拉力达到750N左右,这时的推拉速度达每行程10秒左右。每遍压砂大约需要20分钟左右。
铸铁平板的刮研工艺需要红色铁粉与柴油或煤油混合搅拌,然后将其色浆滴到平板表面用棉纱搽匀,研具与铸铁平板经过研磨以后,凸起部分的铸铁平板表面显示的全是黑点,黑点分亮点、浓黑点、淡黑点。这些黑点在刮研中是一个变量。经过连续的交替循环不断地运作不断地刮研,黑点由变稠密,由不均匀分布变为均匀分布。黑点的演变过程,也是表面光洁度、表面接触精度、表面几何精度逐步提高的过程。
对研磨显示出来的黑点要区分对待。对于浓黑点刮削的刀迹大小应同按粗、细、精3个阶段规定大小刮削,其刀迹方向应同方向排列,逐步刮削到黑点全数刮完。经研磨显示后,遍以交错方向刮削也将黑点全数刮完。 指出,每轮刮削,刀迹 交错,否则将影响表面光洁度。在刮削中对黑点按亮、浓、淡在用力上应有轻重之分,对亮点、大浓黑点用力要大,对大多数的浓黑点用力要适中,对淡黑点,则保留不刮,待下轮显示后变黑时再刮, 强调指出,对于分布在铸铁平板平面边缘、角落的亮点。因隐布,极易为人眼所忽略,极易漏刮。因为漏刮点在研磨时往往顶起研磨平板,妨碍黑点的正常显示,会形成黑点越刮越少的现象。
在刮研全过程中,一般都要经历粗刮、细刮、精刮3个阶段。粗刮阶段:粗刮的要任务应先解决形位误差问题。刀迹方向是同方向顺次排列,每轮变换一次。经过反复循环不断刮研,黑点由变稠密,由不均匀分布至均匀分布,细刮阶段:细刮在粗刮基础上进行。细刮的任务主要解决表面质量问题,同时还要兼顾到形位误差。精刮阶段:精刮是在细刮基础上进行的,精刮的任务是进行提高刮研表面质量,兼顾、核定形位误差。精刮要磨好平面刮刀,要锋利,落刀要稳要轻,特别要避免刀角划伤表面,当黑点增加到每任意方20~25点时,即精刮结束,其铸铁平板平面度应为0.01mm/500mm2以下,表面粗糙度为Ra0.8~Ra1.6。
铸铁平板的刮研是平面修整加工的方法之一。其目的是为了降低表面粗糙度值,提高接触精度和几何精度,从而提高机床的配合刚度、润滑性能、机械效益和使用寿命,也是仅用平面磨床和导轨磨床加工难以达到的,机床设备和铸铁平板所的加工工艺。
所谓“刮研”,是刮削平板和研磨平板两个工序的结合。即平面刮削——研磨显示,再平面刮削——再研磨显示,如此往复,交替循环,不断运作。使铸铁平板的表面粗糙度值和形位误差逐步降低;接触精度、几何精度在运作中逐步提高,直到达到规定要求为止。